Автоматизований AI-контроль якості екструзії
Система контролю якості з вбудованою системою візуального контролю для екструдованих матеріалів (PoC)


Виробники екструдованих матеріалів стикаються з критичними проблемами контролю якості:
Проблеми якості:
Операційна неефективність:
Вартість збоїв якості:
LIDAR-системи:
Лазерні вимірювальні системи:
Ручна інспекція:
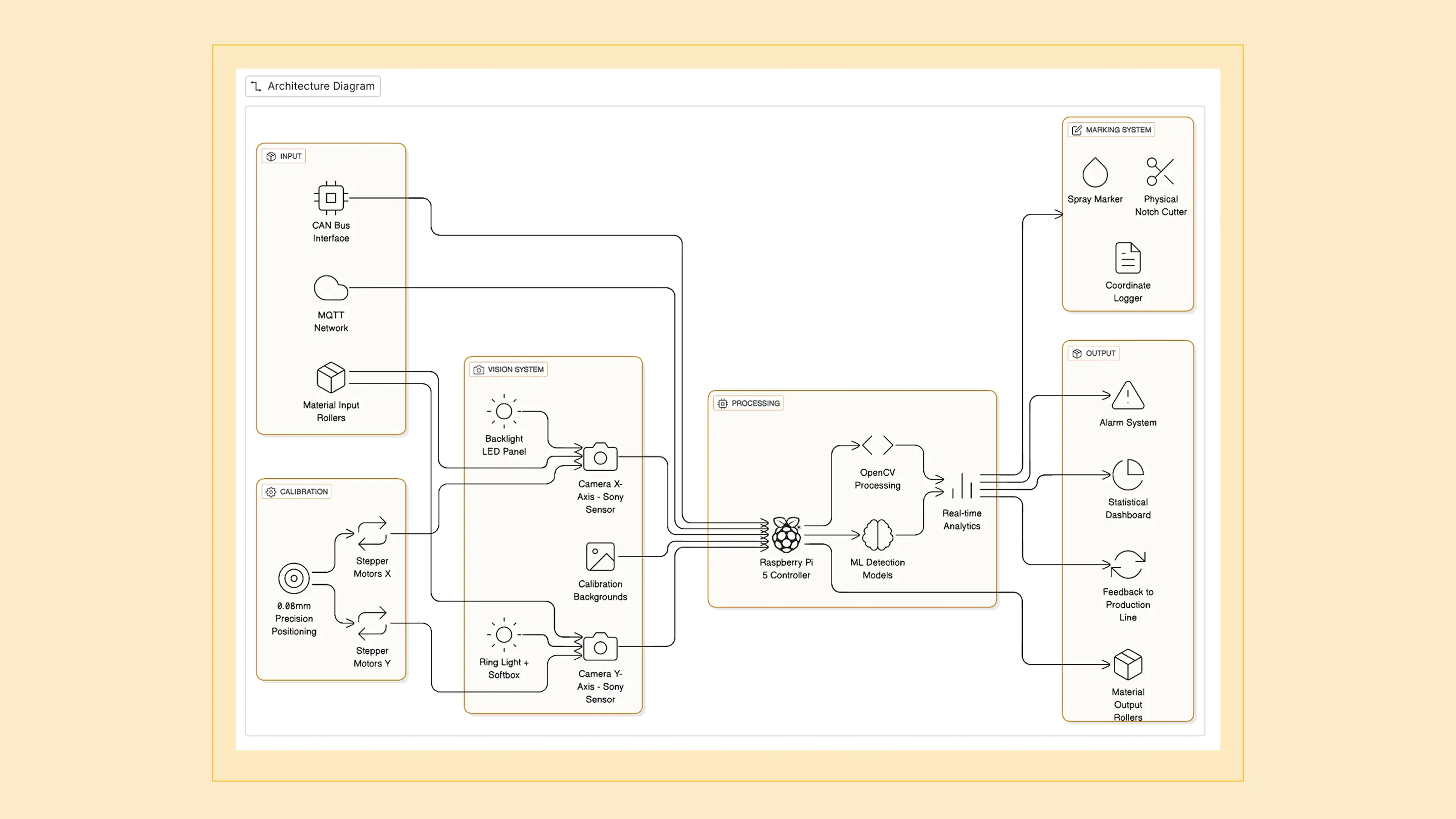
Двокамерна конфігурація:
Режими освітлення:
Виявлення дефектів:
Система маркування:
Точне позиціонування:
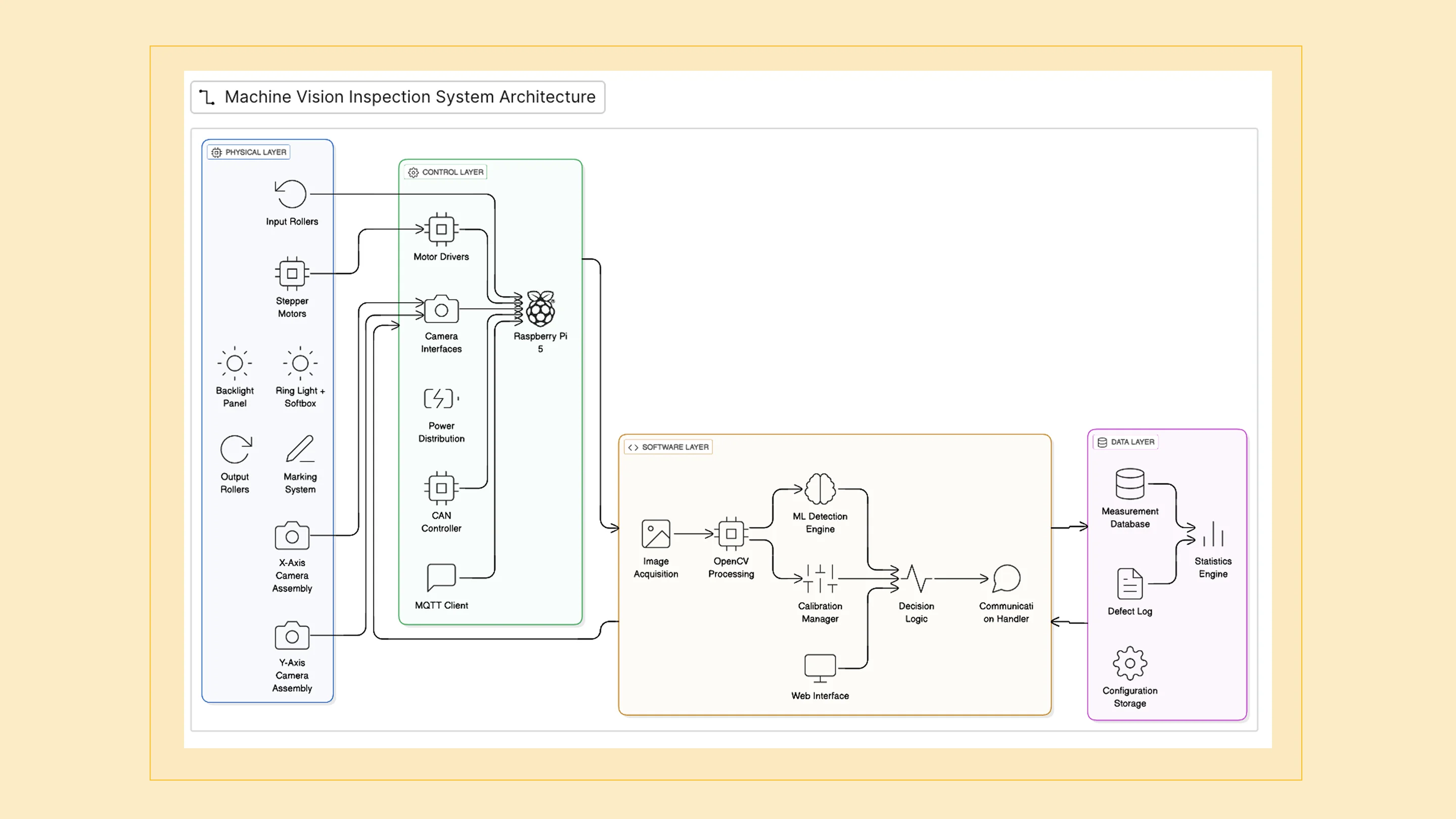
Живлення:
Обчислювальна платформа:
Апаратне забезпечення зору:
Управління рухом:
Подача матеріалу:
Комунікація:
Конвеєр обробки:
Ключові алгоритми:
Вимірювання діаметра:
Виявлення дефектів:
Система калібрування:
Нормальний режим:
Монохром з високим контрастом:
Покращення країв:
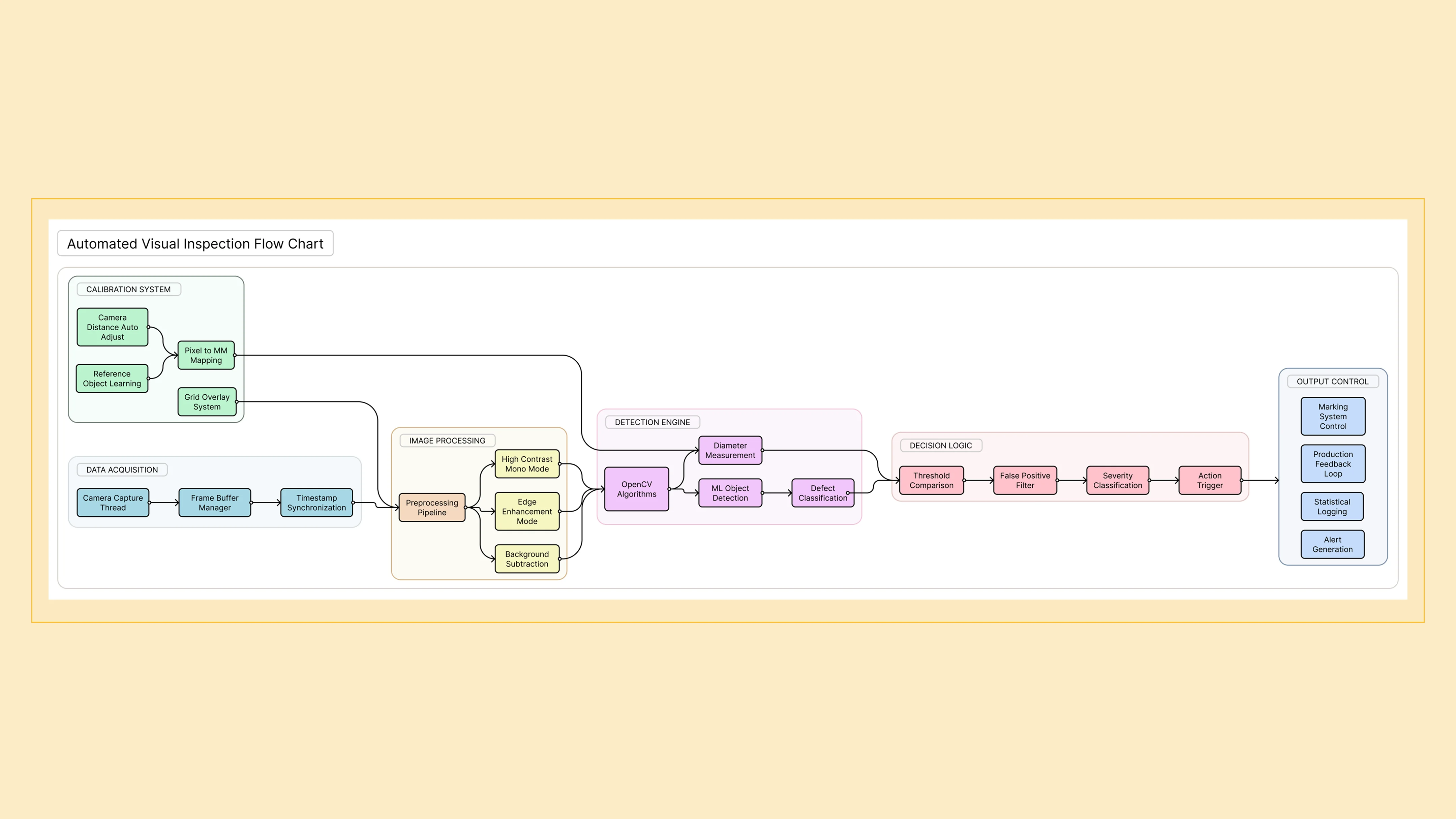
Автономний режим:
Інтеграція через CAN Bus:
Мережева інтеграція MQTT:
Конфігурації зворотного зв’язку:
Покращення якості:
Операційна ефективність:
Покращення процесів:
Аналіз витрат:
Економія на запобіганні одному інциденту:
Аналіз беззбитковості: якщо система запобігає 10–15 критичним дефектам на рік — окупність досягається за 12–18 місяців
Поточні переваги:
Ця AI-система машинного зору успішно вирішує ключові проблеми контролю якості у виробництві екструзії завдяки:
Технічні інновації:
Операційний вплив:
Економічна цінність:

2026 WEBBYLAB LLC. Всі права захищено