AI-Powered Vision System for Extrusion Quality Control (POC)
Inline Vision Quality Control System for Extruded Materials


Manufacturers of extruded materials (3D printing filament, profiles, cables) face critical quality control challenges:
Quality Issues:
Operational Inefficiencies:
Cost of Quality Failures:
LIDAR Systems:
Laser Measurement Systems:
Manual Inspection:
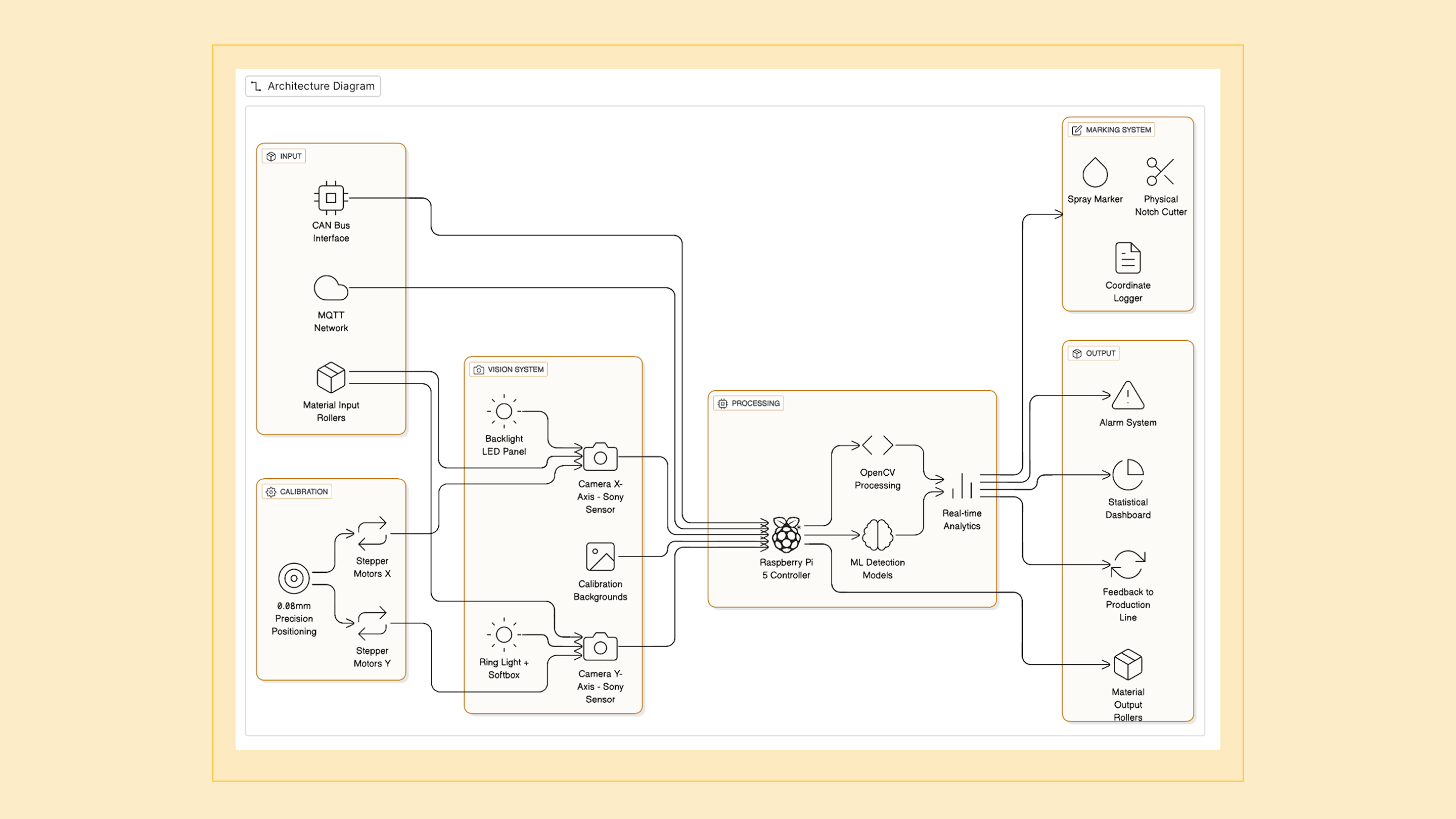
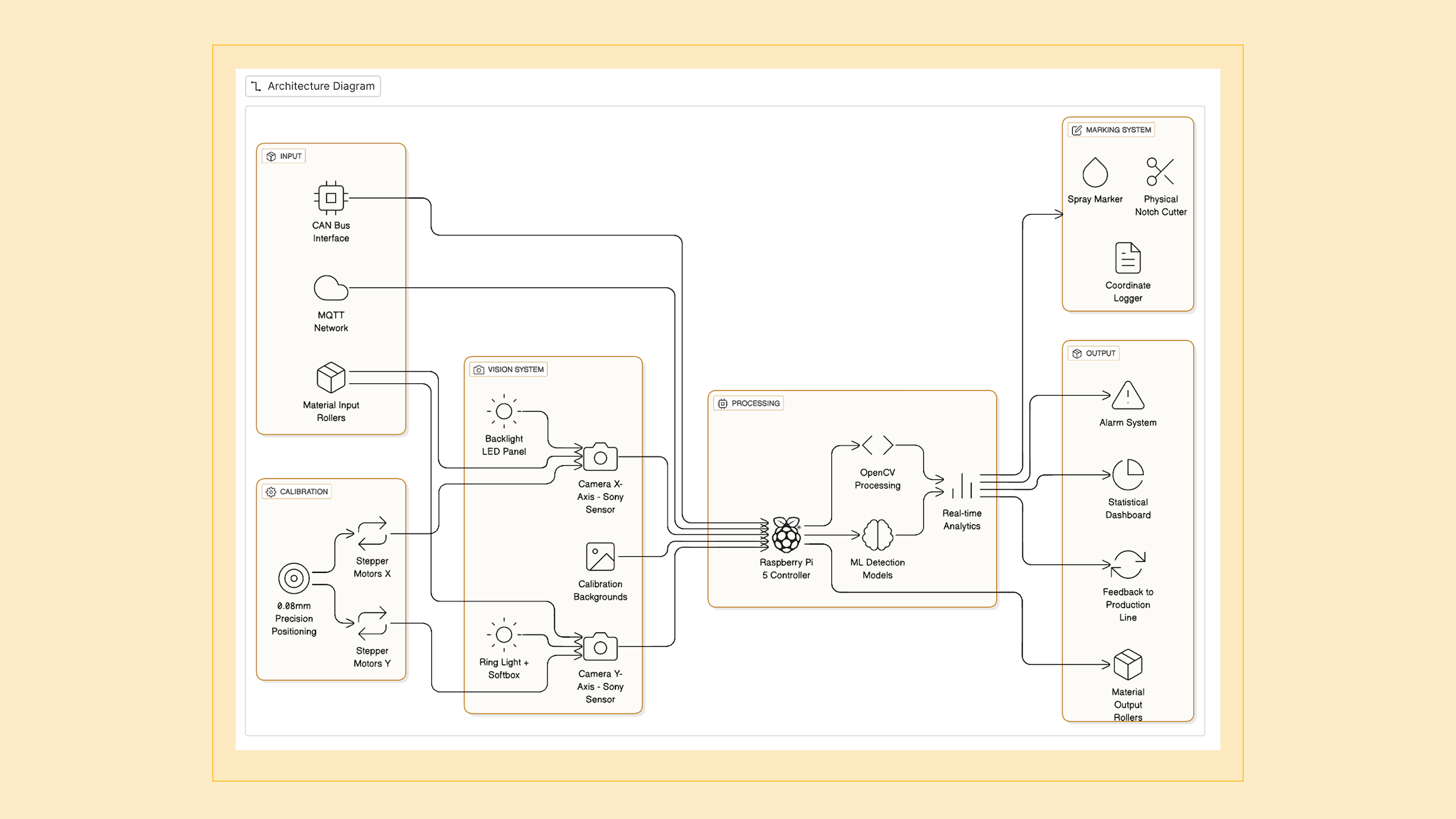
Dual-Camera Configuration:
Lighting Modes:
Defect Detection:
Marking System:
Precision Positioning:
Power Supply:
Motion Control:
Compute Platform:
Vision Hardware:
Communication:
Material Handling:
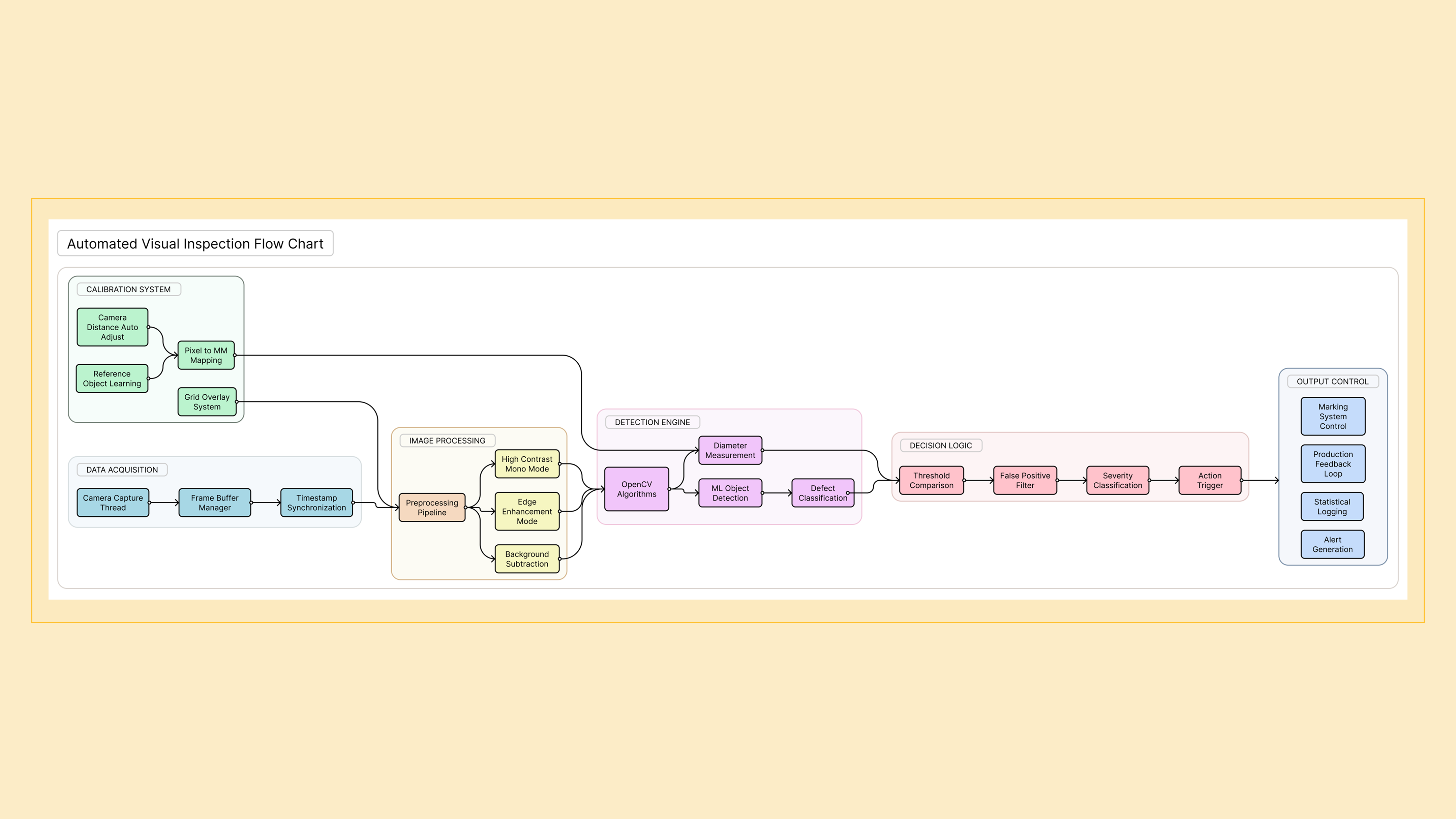
Processing Pipeline:
Key Algorithms:
Diameter Measurement:
Defect Detection:
Calibration System:
Normal Mode:
High-Contrast Monochrome:
Edge Enhancement:
Options
Standalone Mode:
|
MQTT Network Integration:
|
CAN Bus Integration:
|
Feedback Loop Configurations:
|
Quality Improvement:
Operational Efficiency:
Process Improvements:
Cost Analysis:
Development Investment: $40,000 – $60,000 Hardware Cost per Unit: ~$5,000 Total Initial Cost: $45,000 – $65,000
Savings per Incident Prevented:
Break-even Analysis: If system prevents 10-15 critical defects per year: ROI achieved within 12-18 months
Ongoing Benefits:
This AI-powered vision system successfully addresses critical quality control challenges in extrusion manufacturing through:
Technical Innovation:
Operational Impact:
Economic Value:

2026 WEBBYLAB LLC. All rights reserved.